材質:STAVAX焼入れ
硬度HRC52±2
設置目安:型締150T以上
※特にガス発生の多い材料向け


材質:STAVAX焼入れ 硬度HRC52±2
設置目安:型締30T~100T程度
※小型部品向け


材質:STAVAX焼入れ 硬度HRC52±2
設置目安:型締30T以下
※微小成形品向け

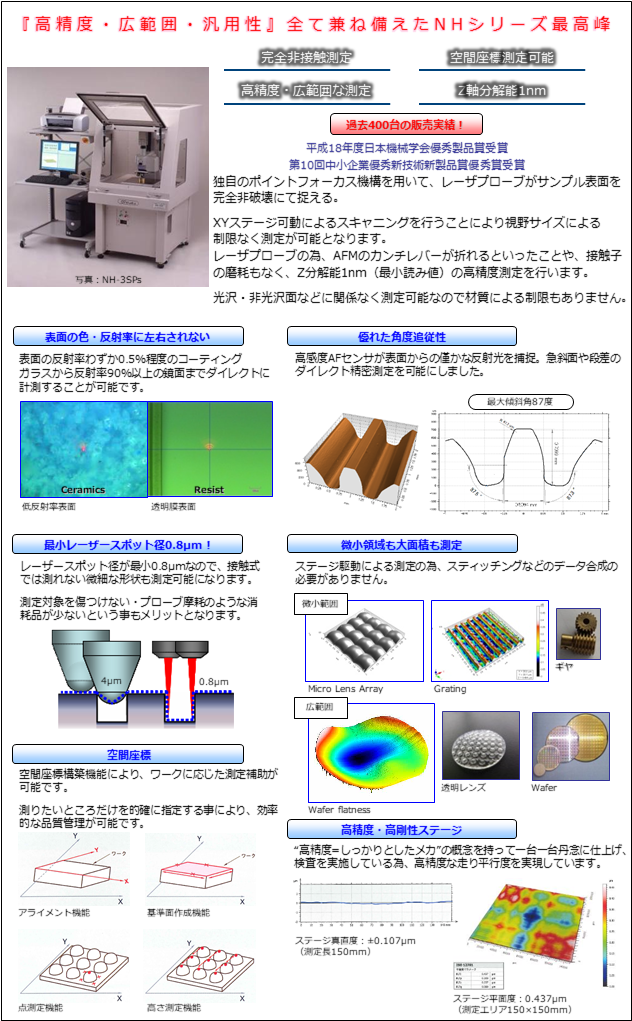
特徴
- 射出成形金型内のガスや空気をシンプル且つ高効率で型外に排気するシステムです。汎用樹脂からスーパーエンプラ系樹脂まで幅広い樹脂に対応します。
- 材質はSTAVAX材(焼入れ硬度 HRC52±2)。耐久性及び耐腐食性に優れます。
- ガスを型外へ排気することにより、金型内を常にきれいな状態に保ちます。金型メンテナンスサイクル延長や金型寿命を延命します。
- 金型キャビティ内圧力を劇的に下げる事により低圧成形が可能。樹脂廻りの阻害要因が低減され、品質向上及省エネに貢献します。
- 従来型のガスベントと比較して経時的目詰まりによる排気量低下がありません。安定した排気により成形品質のばらつきが少なくなります。
- メンテナンスの為に都度、金型を成形機から下ろして分解する必要はありません。成形の合間に簡単にメンテナンス・交換可能です。
- 型内残留ガスや空気は成形品質を阻害します。
- エコベント排気による成形品質安定化を提案します。
動作方法

ECOVENT動作 MOVIE
- 金型内に滞留するガスを除去する際の動き
- ※樹脂圧によりベントが可動致します
実際の成形改善事例

設置例

実績紹介(自動車産業関連)
| 使用分野 | 部品類 | 使用樹脂 | 成形機(t) | 問題点及び解決 |
|---|---|---|---|---|
| エンジン | アンダーカバー | PA6GF |
850
|
フローマークの低減→不良率改善 |
| ウォーターポンプ関連 | PPS |
150
|
メンテナンスサイクル延長 10,000ショット→25,000ショット |
|
| リザーバー | PA6GF |
150
|
メンテナンスサイクル延長 5,000ショット→20,000ショット |
|
| エンドキャップ | PPAG33 |
350
|
メンテナンスサイクル延長 1日/回→1週間/回 |
|
| ポンプ部品 | PAG30 |
160
|
成形精度向上 | |
| エクステリア | サイドバイザー | PC |
150
|
ガス曇り対策→効果あり |
| テールランプ | PMMA |
220
|
ゲート付近のクラック→100%解消 | |
| ヘッドランプグリル | PBT |
1500
|
アルミ蒸着面改良→不良率の低減 | |
| レンズ | PMMA |
80
|
ウェルドの減少、内部応力解消 | |
| バンパー部品 | PP |
不明
|
ガス焼け解消 | |
| カウル | PC/ABS |
850
|
成形条件 | |
| フロントグリル | ABS |
300
|
ガス焼け解消 | |
| ヘッドランプグリル部品 | PC/ABS |
250
|
アルミ蒸着面改良→不良率の低減 | |
| インテリア | インスルメントパネル部品 | エラストマー |
100
|
気泡・ガス焼け→改善 |
| シフトパネル | PMMA |
80
|
内部応力改善 ウエルド目立たなくした | |
| 機構部品(コネクター) | LCP |
30
|
メンテナンスサイクル延長 10,000ショット→50,000ショット |
|
| 圧力低減によるそり改善 | ||||
| オーディオグリル | PC/ABS |
100
|
ガス模様の改善、メッキ改善、歩留向上 | |
世界発信の金型部品で生産効率UPをお手伝いします。
![]()